帯製材所で丸太を切断するためのプログラム。 伐採ログ: 個人およびグループの方法
木材を製材するときは、木材のコストに影響するため、消費量をすぐに計算することが重要です。 完成品の出力は異なる場合があります。 切断を最適化するための対策が講じられているかどうかは、使用される木材の品質にすべて依存します。 作業の効率を高め、出力を上げ、製材の品質を高めるための特別な措置があります。 カットする前に、まずすべてを計算する必要があります。 見た目ほど難しくはありませんが、丸太の消費は最適であり、優れた結果を得るのに有益です。
切断効率を上げる方法
製材歩留まりを大きくするためには、特別な手段を使用してプロセスの効率を高める必要があります。
- 計算は特別なプログラムを使用する場合にのみ実行する必要があります。手動では効率が低くなり、拒否率が大きくなります。
- 処理が正しく行われるように、まず丸太を選別する必要があります。
- 切断には、高品質の機器を使用する必要があります。 そうしないと、廃棄物の量が多くなり、得られる木材の品質が低下します。
- 最初に幅の広い木材を切断するのが最善ですが、幅の狭い木材を処理するには時間がかかります。
- ログに時間がかかることはお勧めしません。
- 作業の前に、機器を構成する必要があります。
完成した木材の出力は異なる場合があります。 最初の段階でボードが取得され、次にそれらがソートされることを覚えておく必要があります。 その結果、パーセンテージはさらに減少します。たとえば、広葉樹の場合、わずか 10 ~ 20% になります。
切断を最適化する方法

木材の生産量を増やすには、製材プロセスを最適化する必要があります。 これは主に、曲率が大きいブランクに適用されます。 湾曲した丸太をカットするには、一連のアクションを実行する必要があります。
- まず、作業に適した木材のみを選択します。 残りの丸太に腐敗、芽、端に亀裂がある場合は、いくつかのセクションをトリミングする必要があります。
- 操作中に腐ったコアが見つかった場合は、慎重に取り除き、残りをカットすることができます。 これにより、大きな損失を回避し、必要な品質を備えた長さ 1 m のボードを入手できます。
- 収穫率が高くなるように、より大きな直径の丸太を使用することをお勧めします。 係数は 1.48 ~ 2.1 になる可能性がありますが、すべて直径、丸太の品質、選別、設備によって異なります。 フレーム ワークショップの場合、この係数は 1.48 ~ 1.6 になり、製粉設備を備えたラインの場合 - 大きな木材の場合は 1.6 になります。 丸太の直径が12cm以上の場合、係数は2.1を超えることがあります。
製材後の廃棄物量
完成したボードが大きな割合で出てくるためには、すべてを正しく準備する必要があり、技術に従ってのみ作業を行う必要があります。 針葉樹および落葉樹の丸い木材は、さまざまな出力をもたらします。 後者の場合、特別な追加機器を使用しても、音量は小さくなります。 幹がまっすぐで、丸太の直径が大きいため、のこぎり用の針はより便利であると考えられています。針葉樹林は腐敗しにくいので、結婚は少ないです。 広葉樹の場合、通常、2 つの切断技術が使用されます。

- Z75、Z63で帯製材機を使用。
- 材料のコアで半ビームが切り出され、マルチブレードマシンを通過すると、崩壊します。
帯製材所の容積は 40 ~ 50% です。 崩壊時にこの技術を使用すると、歩留まりが異なり、最大70%まで増加できますが、そのような作業のコストは高くなります。 長さが 3 m の丸太を製材した場合、不合格の割合が非常に大きく、残りの材料を処理する必要があることがわかります。 これは、ボード 22x105 (110、115) x3000 mm のバルクに適用されます。 そのような結婚には多くの選択肢があります。 たとえば、ほとんどのジョブには適さないワームホールである可能性があります。
選別後、グレード 0 ~ 2 の広葉樹材料の量は、製材後に得られる量のわずか 20 ~ 30% になります。 これは、収穫された丸太の総質量から、通常のボードの出力がわずか 10 ~ 20% になることを意味します。 残りの材料は主に薪に使用されます。 針葉樹の丸太は収穫量が異なりますが、得られた体積の平均値に注意する必要があります。
木材生産量
製材歩留まりを最適化するには、多くの条件を考慮する必要があります。 正確な計算のために、丸太の出力の例を考えることができます。 受信したデータ 実体験専門家と製材所の指標について。 これにより、パーセンテージを比較し、最適な平均を計算することができます。
針葉樹では、次の出力が可能です。

- 切断中のエッジのないボードおよびその他のエッジのない材料の場合、歩留まりは 70% になります。 これは処理中に得られる材料の量であり、廃棄物の量は 30% になります。
- エッジ材の場合、63、65、75 の製材所を使用すると、木材の歩留まりが 45% 程度低下します。 帯製材所では、生産量は通常、最終材料の最大 55 ~ 60% です。 効率を改善する手段を適用すると、70% に到達できますが、これには多くの経験が必要です。
- 製材所から得られる木材は 70 ~ 75% ですが、効率を改善する方法を使用すると 80 ~ 75% になる可能性があります。 しかし、経験は必要です。
GOST 8486-86によると、グレード0〜3の場合、選別を除く収量の割合は約70%です。
さらに 30% は、完成品の拒否のために残すことができます。 拒否された材料は捨てられず、特定の結婚の存在を可能にする他の種類の木材の製造に使用されます。
広葉樹の丸太は、異なる降伏率を持っています。
- エッジのない素材の場合 - 60%。
- エッジウッドの場合 - 元の広葉樹林の曲率は通常大きいため、最大 35 ~ 40% です。
この追加の機器を使用するため、出力を増やすことができます。 特殊なマルチソー機、エッジトリミング機、スラブ機などがあります。 この場合、木材の収量が約20%増加することがわかります。 指定されたパーセンテージは、グレード 0 ~ 4 のボードの製造に関するデータに基づいて指定されています。 グレード 0 ~ 1 に分類すると、木材生産の割合は 10% になります。 完成した広葉樹の端材の立方体を得るには、のこぎり用に元の丸材を 10 個の立方体に切断する必要があります。
丸太からの木材の出力は異なる場合があります。 それはすべて、製材所で使用される元の木材種に依存します。 効率を上げるための特別な手段により、可能な限り高いパーセンテージを得ることができますが、そのためにはある程度の実務経験が必要です。
木材の製材は、産業でのさらなる使用に適した丸材から製材を得ることを目的とした、さまざまな技術を使用した一連のアクションです. プロセスの期間と労働強度は、選択した丸材の処理方法と時間によって異なります.年。
ツールと機器
樽が生産に入り、 ビッグサイズ枝。 すべての材料は、樹皮の厚さと存在に応じてグループに分けられます。 多くの場合、木材加工企業は、木材の初期加工用の機械が設置されている収穫現場の近くにワークショップを持っています。

森林の手作業による皮剥ぎ
剥皮段階を経ていない木材は、床の建設や、対応する内部の棟梁として、または建設中の支持装置として使用できます。

工業用皮剥き
ツリーを使用する別のオプションが計画されている場合は、ソーイングが実行され、次のセグメントが生成されます。
- エッジなしおよびセミエッジ(床、壁、または天井のベースが取り付けられている粗い素材);
- 縁取り(フローリング仕上げ用に設計)。
ソーイングは、すべてを持っているフィールド組織によって実行できます 不可欠なツール.

木のこぎりマップ
材料の合理的な使用は、ソーイング マップに準拠することによって保証されます。 これにより、カードが大幅に削減できる割合である無駄によるコストを削減できます。 使用されるツールと森林加工機器の種類は、完成した木材の量、希望する品質、およびサイズによって異なります。

ほとんどの場合、丸鋸とさまざまな機械を使用します。
- 丸ノコを使用すると、さまざまな方向の正確な切断を行うことができます。 プロフェッショナルと 家庭用、平均以上の丸い木材の直径に完全に対応します。
- チェーンソー;
- 樹皮をきれいに取り除くための機械;
- のこぎり バンド製材所出力が高品質の材料で少量の廃棄物であるため、高密度の丸太を処理することができ、最も人気があると考えられています。
- ディスク マシン: 両刃材の生産であり、そうではありません。 エッジボード;
- フレーム製材所は基礎を必要としません。その技術を使用すると、切断現場の近くに機器を設置できます。
- 薄板加工 ユニバーサルマシン、出力は、低品位のホイップからでも高品質の建築材料を提供します。
- 大規模な木工企業での丸太の製材は、 最大数特別な品質と正確な寸法で他の木材とは異なります。 この目的のために、ソーイング用の特別なラインが設置されています。
製材所では、縦線に沿って長さ7 m、直径15〜80 cmまでの丸太を切断することにより、梁と縁のある板が得られます。 丸鋸 1 つまたは複数のディスクがあり、その数に応じて異なる直径のフォレストを処理します。

自宅で少量の木材を加工する必要がある場合は、通常のチェーンソーを使用できます。
木を切る
ツールを選択する前に、丸太の年輪に焦点を当てて、カットの種類を決定する必要があります。 いくつかのタイプがあります。
- ラジアル(半径に沿って);
- 接線(カットは1つの半径に平行で、年輪に接しています);
- 繊維は、作られる切断面と平行に配置されます。
切断方法の中から、特定のケースに最も適した方法が選択されます。
- ラズヴァル。 このように木材を製材することは、 落葉樹幹の厚みが小さいため、最も単純な処理と見なされます。 終了: エッジのない要素とスラブ。
- 別の木工機械があれば、最大65%の材料を切断して、同じ幅のエッジボードを作成できます。 まず、両刃材と板を側面から製材し、木材から一定量の刃物材を取り出します。
- より具体的な方法は、セクターソーイングとセグメントソーイングです。 最初の方法の要素数は 4 ~ 8 で、幹の太さによって異なります。 分離後、要素は接線または放射状の線に沿って各セクターから切断されます。 2番目の方法は、中央部分からのビームの出口から始まり、ボードは側面セグメントから接線方向に切断されます。
- 木材の個別の鋸引きには、円形の方法が適しています。 これは、製材されたボードごとに、縦線に沿って丸太を 90° 回転させることに基づいています。 これにより、木材の品質を監視し、トランクの影響を受けた部分をタイムリーに取り除くことができます。
手作り: チェーンソー アプリケーション
いくつかの幹を自宅で切断する場合、完成品の価格の数倍の費用がかかるツールを購入することはお勧めできません。 必要なスキルがあれば、全体を行う方が効率的で安価です 必要な作業従来のチェーンソー、または電気を動力源とするチェーン装置。 もちろん、そのような作業にははるかに多くの物理的なコストと時間が必要ですが、問題の価格は大幅に引き下げられます。
取り組む 庭のプロット剪定が必要 果物の木、また、専門家のサービスに頼ることなく別棟用の材料を追加で生産することも可能になるため、熱心な所有者はチェーンソーを購入することを好むでしょう。 ほとんどの場合、家庭用に準備されています 針葉樹、このツールが優れた仕事をするカットで。 均等なトランクのおかげで、カットラインの輪郭が描きやすくなり、作業速度が向上します。 ちなみに、専門家はチェーンソーを使用することがほとんどです。チェーンソーは電気式よりも強力で、現場で電源の切断や切断があるかどうかに関係なく、どこでも使用できるためです。

丸太の切断にチェーンソーを使用するには、のこぎりのノズルなどのデバイス、およびのこぎりカットガイドとベーストランクフィクサーが必要です。 フレームの形をしたノズルがツールに取り付けられているため、チェーンとフレーム自体の間の距離を調整することができます。 これは、異なる厚さの完成した木材を出力できるようにするために行われます。 ガイドの役割については、希望の長さのプロファイル、または十分な剛性を備えた平らな木の板のいずれかを取ることができます。 ツールには、幹を切断するように設計された特別なチェーンが選択されています。 他のものとの違いは、特定の角度で研がれた歯にあります。

作業を開始する前に、必要なツールをすべて準備するだけではありません。 木工機械または手動装置のいずれが幹の加工用であるかに関係なく、最初のステップはカット マップに慣れることです。 これは、廃棄物の割合を最小限に抑え、有用な製品の歩留まりを高めるために行われます。
リッピングするときに最初に心配する必要があるのは、完成したボードの密度が均一であることです。 これを行うために、有能な製材所は、ツールを丸太の東側から西側に向けます。 逆方向. これは、南部よりも北部の方が丸太の密度が高いためです。

次に、両刃の梁が得られるように、スラブをチェーンソーで両側から取り外します。 次に、作業の開始時に選択されたソーイングスキームに従ってソーイングされます。 出力はエッジのないボードを提供します。 幹に一定の割合の欠陥がある場合、幹を直角または180°回転させて円形にカットすることができます。
出来上がり量、カット価格
出口 有用な材料針葉樹と広葉樹では割合が異なります。 から入手した木材の場合 針葉樹、次の指標によって特徴付けられます。
- 作業が専門家によって行われ、製材所が使用されている場合、完成した木材の割合は最高になります (80-85%);
- 機械によって提供されるエッジのある素材は、平均55〜70%です。
- チェーンソーで作業するときに刃の付いていないボードは、最大 30% の廃棄物を残します。
数値は、完成した不合格木材を考慮せずに与えられており、その量は 30% に達する可能性があります。 ただし、そのような素材は、特定の結婚を可能にする製品に使用されます。

落葉性の丸材は、仕上げられたエッジのない木材の 60% とトリミングされた木材の約 40% を占めます。 これは、丸材の最初の湾曲によるものです。 受け取る製品の量を増やすことができます。これには、さまざまな種類の木工機械が必要になります。 特定の種類の固定具は、木材の量を 10 ~ 20% 増やすことができます。 1 立方体の木材には、約 10 立方体の広葉樹丸材が必要です。 設置価格 付加装置完成した木材の費用を完済します。 特別な線はより多くのボリュームを与えますが、広い領域でのみ使用することをお勧めします。 従来の製材所で木材を製材する平均価格は、ボード1立方メートルあたり約150〜180ルーブルになります。
ソーイングマップ
製材マップとは、1本の丸太から最適な完成材量を算出したものです。 特定の丸太の直径ごとに個別に計算するか、計算を非常に容易にし、価格が非常に手頃なコンピュータープログラムを使用できます。

または、ソースは、製材の定期的なガイドにすることができます。 結果は、ベースとなるテーブルです。 どんな種類の木材でもより多くの材木を得るために、製材所は常にそのデータに向けられていなければなりません。
SawsOptimization は、製材技術者とプランナー向けに設計されており、製材を最適化し、歩留まりを最大化するためのツールです。 このプログラムには、便利で柔軟な設定と直感的なインターフェイスがあり、プログラムの開発とその後の作業が大幅に容易になります。
プログラムの初期データは次のとおりです。
対数次元
· 必要な木材の寸法とその費用。
・製材設備の特徴。
プログラムの基本機能は、これらのデータに基づいて最適な配信を計算することです。 このプログラムは、この機器で実装できる配送を提供し、製品の最大歩留まりまたは最大コストを提供し、ボードの灰分量、完成品の量とコストを計算できるようにします。
当社の Web サイトに登録すると、「ドキュメントとサポート」セクションでプログラムのデモ バージョンをダウンロードできます。
バージョン 3.0 の新機能
以前のバージョン 2.3 の SawsOptimization プログラムは、多くの製材業者によく知られており、ロシアで広く普及しています。 SawsOptimization2.3 のユーザーは、 新しいバージョン次の改善をプログラムします。
· 以下を含む、切断プロファイルと機器設定をカスタマイズするための高度なオプション: 追加の設定のこぎり、プロファイリングマシン、のこぎりおよびカッター、追加の機器プロファイル(カルーセル、リンク、SAB、3パスでのこぎり)、カットの厚さに対するのこぎりの幅の依存性。
· 特別なソーイング モード: コアレス ボード、外側ボードの一定の厚さでのソーイング、仮コアを使用した素材のソーイング。
· 改善された最適化エンジンにより、場合によってはより良い結果が得られます。
· 譜表操作の拡張オプション: 手動での作成と編集、保存と読み取り、任意のサイズのログへの任意の譜表の適用、譜表の最適な直径の選択。
· GOST 6782-1.75 に準拠した最終湿度に応じた鋸サイズの自動計算
基本バージョンに加えて、大企業での丸太の選別から製材サイクルを最適化するように設計されたバージョン 3.0 Professional があり、上記に加えて、次の追加機能があります。
· プランナー機能: 異なる直径のログのグループ最適化、製材ログ全体の出力の一般的な仕様、セクションごとに目的の出力を得るための計画と最適化。
曲率の最適化
· 製品の最大収量を得るために、配送によるログのソートを最適化します。
OptiGrade ログソート最適化ソフトウェアとの統合
プログラム機能の簡単な説明 鋸の最適化の専門家:
- すべての直径のバッチ最適化。各直径の最適セットの計算、製材の総歩留まり、セクションごとの歩留まり。

- 必要な断面歩留まりを達成するための最適化の可能性。
例: 少なくとも 10% のセクション 32x150 の出力を最適に取得する必要があります。 これを達成していますが、全体の利回りは 52.24% から 51.83% に低下しています。


- ソート グループ境界の自動最適化、および境界を手動で変更し、境界の変更が出力にどのように影響するかを確認する機能。
例: 品種グループの境界を変更すると、収量が 52.66% に増加しました

- 品種グループごとに代替セットを選択し、セットの変更が全体の収量にどのように影響するかを確認する機能。

- エッジ トリマーの切断最適化システムの利用可能性を考慮する。 さまざまなバリアント 1 セットの側板の幅。

原材料の直径別分布: 残りの原材料の在庫を直径別に設定するか、ログのソート データに従って統計的分布を使用することができます。 総出力を計算する際に、すべての寸法要因 (直径、流出) を考慮します。

- 機器プロファイルの詳細な構成、異なる直径に対して異なるプロファイルを指定する機能。
エクセルを使った最適な丸太の切り方の計算。 すべての製材所にとって、生産の原材料の無駄を可能な限り最小限に抑えることが重要です。 建設丸太の生産の収益性は、これに大きく依存します。
Excelでのカット工事丸太の計算例
丸太の鋸カットを計算するためのプログラムは、丸太の生産と木造の建設のために独自のビジネスを作成する準備ができている小さな起業家に役立ちます
各長さ 10 メートルの一定数の丸太が切り口に投入されます。 製材所は、次の量の木材から原材料を供給する契約を結びました。
- 5 メートルの丸太 100 本。
- 4 メートルの丸太 200 本。
- 3メートルの丸太300本。
契約条件を履行するために製材するのに最適な丸太の数は? 言い換えれば、生産廃棄物を最小限に抑えてボードをカットするにはどうすればよいでしょうか?
丸太の切断問題を解決
ソリューション モデルを作成するには、すべてを決定する必要があります。 可能なオプション廃棄物の長さを考慮して、長さ 10 メートルの丸太を 3 メートル、4 メートル、5 メートルのセクションにカットします。 このような計算の結果、6 つの切断オプションが特定されます。
- 各 5m の 2 つのビーム (無駄の 0m)。
- 2 ビーム 5m + 4m (1m 無駄)。
- 2 ビーム 5m + 3m (2m 無駄)。
- 3 ビーム 3m + 3m + 4m (無駄 0m)。
- 各 4m の 2 つのビーム (無駄の 2m)。
- 各 3m の 3 つのビーム (無駄の 1m)。
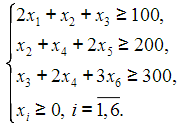
問題の条件に従って、X i は i メソッドを使用して切断されます。 次に、スキームは正しくなります。
F = X 1 + X 2 + X 3 + X 4 + X 5 + X 6 => 分
次のようなシステムを作成できます。
次のステップは、問題の初期条件を含む Microsoft Excel スプレッドシートを準備することです。
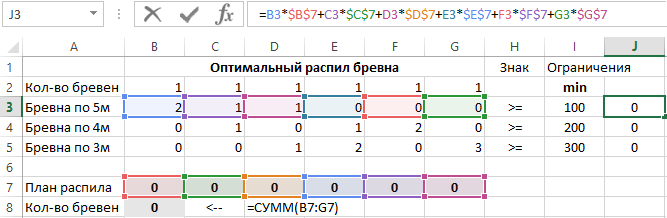
制約の左辺と目的関数を計算するために、対応する式が導入されます。 セル J3:J5 に次の数式を入力します。
セル B8 に数式を入力します: =SUM(B7:G7)。
次に、モジュール「解を探す」と「解を探すためのパラメータ」のフォームに入力します。 これを行うには、セル B8 に移動し、[データ] - [分析] - [ソリューションの検索] タブのツールを使用します。 このタブにない場合 このツールその後、指示をお読みください。
新しい訪問者
登録ビジター
詳細な説明ログ切断プログラムの機能。 木材の収量を 10 ~ 15% 増加させるアシスタントを提供します。カッティング チャートを作成するプロセスは、プロセスを 500 ~ 700% 高速化します。

丸太を同じ幅と厚さのボードに切断するための Pi2 プログラム。
Pi2 を実行すると、次の出力が生成されます。1.丸太を切断するための技術マップ。
2. ソーイングの生産性を 10 ~ 15% 向上させます。
3. 製材の生産性と品質の人的要因への依存を減らす。
「逆」計算が可能: ユーザーがボードの寸法のみを指定すると、プログラムは、このボードを作成するために必要なログの最小サイズを提案 (計算) します。 板のサイズに応じて丸太を並べ替えることができます。
最適な切断 (最高出力) を選択するには、多くの計算を行います。 計算レポートは Excel で表示されます。会計システムにデータをインポートすると便利です。
Pitago(ピタゴ) - スマートアシスタントエンジニア...
丸太の太い端から細い端の方向に丸太の衰えによって衰えが現れるところを起点として、太い端からの距離をメートルで示します。
ピタゴ - 完全に オンライン ソリューションを含むあらゆるデバイスで使用できます。 携帯電話とタブレット。