Refacerea scaunelor lagărelor cu polimeri. Refacerea scaunelor rulmentului folosind polimeri metalici folosind metoda de lipire
Alegere aterizare corectă, asigurarea curățeniei necesare și a toleranțelor dimensionale ale suprafețelor de rulment este un factor cheie care asigură durabilitatea și fiabilitatea mecanismelor.
Aterizare corectă - cea mai importantă condiție performanța rulmenților.
Pe baza caracteristicilor rulmentului, inelul care se rotește trebuie fixat de suprafața de sprijin nemișcat, cu tensiune, iar inelul staționar trebuie să se potrivească în orificiu cu un spațiu minim, relativ liber.

Instalarea inelului rotativ sub tensiune împiedică rotirea acestuia, ceea ce poate duce la uzura suprafeței de susținere, coroziunea de contact, dezechilibrul lagărelor, evazarea suportului și încălzirea excesivă. Deci, practic, un rulment este montat pe un arbore care funcționează sub sarcină.
Pentru un inel staționar, un spațiu mic este chiar util, iar capacitatea de a-l întoarce nu mai mult de o dată pe zi face ca uzura suprafeței de sprijin să fie mai uniformă și o minimizează.

Termeni de bază
Să aruncăm o privire mai atentă la termenii și conceptele de bază care definesc potrivirea rulmenților. Ingineria mecanică modernă se bazează pe principiul interschimbabilității. Orice piesă realizată conform unui desen trebuie să fie instalată în mecanism, să-și îndeplinească funcțiile și să fie interschimbabilă.
Pentru a face acest lucru, desenul determină nu numai dimensiunile, ci și abaterile maxime și minime de la acestea, adică toleranțe. Valorile de toleranță sunt standardizate printr-un sistem unificat pentru toleranțe, aterizări ESDP, împărțite în grade de precizie (calități) și sunt date în tabele.

Ele pot fi găsite și în primul volum al Anuriev Mechanical Designer's Handbook și GOST-urile 25346-89, precum și 25347-82 sau 25348-82.
Conform GOST 25346-89, sunt definite 20 de grade de precizie, dar în inginerie mecanică sunt de obicei folosite de la 6 la 16. În plus, cu cât numărul de calitate este mai mic, cu atât este mai mare acuratețea. Pentru aterizările rulmenților cu bile și cu role, 6.7, mai rar 8 calificări sunt relevante.

În cadrul aceleiași calificări, dimensiunea toleranței este aceeași. Dar abaterea superioară și inferioară a mărimii față de valoarea nominală sunt situate diferit, iar combinațiile lor pe arbori și găuri formează potriviri diferite.
Există potriviri care garantează jocul, interferența și potrivirile de tranziție care implementează atât spațiul minim, cât și interferența minimă. Aterizările sunt desemnate cu litere mici latine pentru arbori, cele mari pentru găuri și un număr care indică calitatea, adică gradul de precizie. Denumiri de aterizare:
- cu joc a, b, c, d, e, f, g, h;
- tranzitorie js, k, m, n;
- cu interferență p, r, s, t, u, x, z.
Conform sistemului de găuri, pentru toate gradele are toleranță H, iar natura potrivirii este determinată de toleranța arborelui. Această soluție face posibilă reducerea numărului de instrumente de control și instrumente de tăiere necesare și este o prioritate. Dar, în unele cazuri, se folosește un sistem de arbori în care arborii au o toleranță h, iar potrivirea se realizează prin prelucrarea găurii. Și tocmai un astfel de caz este rotirea inelului exterior al unui rulment cu bile. Un exemplu de astfel de proiectare sunt rolele de tensionare sau tamburele transportoarelor cu bandă.

Selectarea unei potriviri a rulmentului
Printre principalii parametri care determină potrivirea rulmenților:
- natura, direcția, mărimea sarcinii care acționează asupra rulmentului;
- precizia rulmentului;
- viteza de rotatie;
- rotația sau imobilitatea inelului corespunzător.
Condiția cheie care determină aterizarea este imobilitatea sau rotația inelului. Pentru un inel fix, este selectată o potrivire cu un spațiu mic și se ia în considerare o rotație lentă graduală factor pozitiv, reducând uzura generală și prevenind uzura locală. Inelul rotativ trebuie să fie așezat cu o tensiune sigură care să împiedice rotirea în raport cu suprafața de așezare.
Următorul factor important care trebuie să corespundă ajustării unui rulment pe un arbore sau într-o gaură este tipul de încărcare. Există trei tipuri cheie de încărcare:
- circulație atunci când inelul se rotește în raport cu o sarcină radială care acționează constant într-o direcție;
- local pentru inelul staționar în raport cu încărcarea radială;
- oscilatoare cu o sarcină radială oscilantă în raport cu poziția inelului.

După gradul de precizie al rulmenților, în ordine crescătoare, aceștia corespund celor cinci clase 0,6,5,4,2. Pentru inginerie mecanică cu sarcini mici și medii, de exemplu pentru cutii de viteze, clasa 0 este obișnuită, ceea ce nu este indicat în denumirea rulmenților. Cu mai mult cerințe ridicate clasa a șasea este folosită pentru precizie. La viteze mai mari 5.4 și doar în cazuri excepționale al doilea. Exemplul 6-205 de clasa a VI-a.
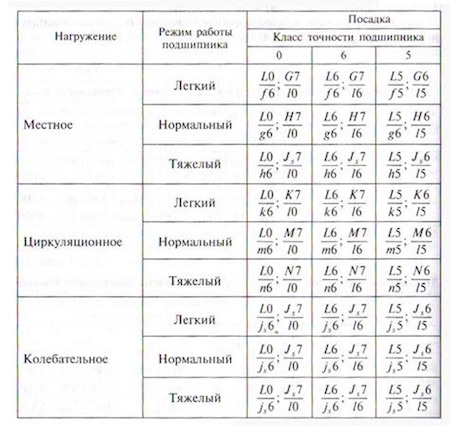
În procesul de proiectare efectivă a mașinii, potrivirea rulmentului pe arbore și în carcasă este selectată în conformitate cu condițiile de funcționare, folosind tabele speciale. Ele sunt date în volumul doi din Manualul inginerului mecanic Vasily Ivanovich Anuriev.

Pentru tipul de încărcare locală, tabelul sugerează următoarele potriviri.

În condiții de încărcare de circulație, atunci când forța radială acționează asupra întregii căi de rulare, se ia în considerare intensitatea sarcinii:
Pr=(k1xk2xk3xFr)/B, Unde:
k1 – factor de suprasarcină dinamică;
k2 – coeficient de atenuare pentru un arbore tubular sau carcasă cu pereți subțiri;
k3 – coeficient determinat de influența forțelor axiale;
Fr – forța radială.
Valoarea coeficientului k1 pentru suprasarcini mai mici de o dată și jumătate, vibrații ușoare și șocuri se ia egală cu 1, iar pentru posibile suprasarcini de una și jumătate până la trei ori, vibrații puternice, șocuri, k1 = 1,8.
Valorile lui k2 și k3 sunt selectate din tabel. Mai mult, pentru k3 se ia în considerare raportul sarcinii axiale și radiale, exprimat prin parametrul Fc/Fr x ctgβ.

Potrivirile lagărelor corespunzătoare coeficienților și parametrului de intensitate a sarcinii sunt date în tabel.

Prelucrare scauneși desemnarea potrivirilor lagărelor pe desene.
Scaunul rulmentului de pe arbore și din carcasă trebuie să aibă teșituri de conducere. Rugozitatea scaunului este:
- pentru un pivot de arbore cu diametrul de până la 80 mm pentru un rulment de clasa 0 Ra=1,25, iar pentru un diametru de 80...500 mm Ra=2,5;
- pentru un pivot de arbore cu diametrul de până la 80 mm pentru un rulment de clasa 6,5 Ra=0,63 și cu diametrul de 80...500 mm Ra=1,25;
- pentru un orificiu în carcasă cu diametrul de până la 80 mm pentru un rulment de clasa 0 Ra=1,25, și cu diametrul de 80...500 mm Ra=2,5;
- pentru un orificiu in carcasa cu diametrul de pana la 80 mm pentru un rulment de clasa 6,5,4 Ra=0,63, si cu diametrul de 80...500 mm Ra=1,25.
Desenul indică, de asemenea, abaterea formei scaunului rulmentului și deformarea de capăt a umerilor pentru susținerea acestora.
Un exemplu de desen care arată potrivirea rulmentului pe arborele F 50 k6 și abaterile de formă.

Valorile abaterilor de formă sunt preluate din tabel în funcție de diametrul de fixare a rulmentului pe arbore sau în carcasă și de precizia rulmentului.

Desenele indică diametrul arborelui și al carcasei pentru potrivire, de exemplu, F20k6, F52N7. Pe desenele de asamblare puteți indica pur și simplu dimensiunea cu o toleranță în denumirea literei, dar pe desenele pieselor este recomandabil să faceți excepția desemnarea literei Pentru a oferi toleranța și expresia sa numerică pentru confortul lucrătorilor. Dimensiunile din desene sunt indicate în milimetri, iar valoarea toleranței este în micrometri.
Articolul descrie tehnologia pentru restaurarea unui scaun de rulment folosind compozite Chester Molecular.
La goluri de până la 0,25 mm: Adezivii anaerobi moleculari Chester sunt utilizați pentru a preveni rotația rulmenților.
Pentru a restabili un scaun rupt cu mai mult de 1 mm în diametru, materialele sunt utilizate pentru: Chester Metall Super, Chester Metall Super SL, Chester Metall Super Fe, Chester Metall RapidŞi Chester Metal Special
Figura 1. Uzura scaunului
Tehnologia #1 de recuperare

Tehnologia de recuperare nr. 2
Această tehnologie este concepută pentru a restabili scaunele lagărelor din carcasă.Alegerea materialului compozit
Materialul compozit de reparare trebuie selectat în funcție de condițiile de reparare:
- Pentru reparatii urgente - Chester Metall Rapid E [Chester Metall Rapid E]
- pentru reparatii normale - hester Metall Super [Chester Metal Super]
- pentru reparații speciale sau complexe - Chester Metall Super SL [Chester Metall Super SL] Cu pentru o lungă perioadă de timp polimerizare
Tehnologia de reparare
 Pregătirea suprafeței conductorului
Pregătirea suprafeței conductorului Pentru a forma scaunul rulmentului este necesar să se folosească un jig (bucșă) având diametrul exterior necesar și toleranța acestuia. Dacă este posibil, faceți suprafața conductorului cu mai puțină rugozitate (slefuire sau lustruire). Riscurile, zgârieturile și gropile sunt inacceptabile pe suprafața conductorului. Suprafața pregătită a conductorului, care va forma suprafața scaunului rulmentului, trebuie tratată cu Chester Release Agent pentru a preveni contactul adeziv al materialului polimeric cu suprafața conductorului. Lichidul de eliberare se aplică în două straturi. Orez. Primul strat este bine frecat, al doilea se aplică cu generozitate. Conductorul poate fi detașabil (Fig. 4), format din două jumătăți, dar în acest caz este necesar să existe dispozitive de expansiune care presează conductorul pe suprafața uzată.

Orez. 4 Instalarea conductorului
Rulmentul în sine, a cărui suprafață este, de asemenea, tratată cu un lichid de separare, poate fi folosit ca conductor.
Aplicarea materialului și instalarea conductorului
- Pregăti material polimericîn conformitate cu instrucțiunile companiei.
- Aplicați un strat subțire pe suprafața pregătită și frecați-l bine în micro-neregularitățile suprafeței.
- Aplicați un strat de material polimeric cu o grosime care să asigure contactul complet al materialului cu suprafața jigului, în timp ce o cantitate mică de material polimeric trebuie aplicată pe centrul de uzură.
- Instalați conductorul în carcasă (Fig. 4) cu polimerul metalic aplicat, astfel încât să formeze suprafața, stoarcând excesul de material, care trebuie îndepărtat cu o capsă. Pentru a asigura alinierea, puteți utiliza un suport pentru jig conexiuni filetate pe suprafetele laterale ale corpului sau de-a lungul altor suprafete cilindrice.
- După terminarea polimerizării preliminare a materialului, conductorul trebuie îndepărtat.
Tehnologia de recuperare nr. 3
Materialul compozit de reparare trebuie selectat în funcție de condițiile de reparare (vezi tehnologia de reparare nr. 2)
Operațiuni pregătitoare
 Pregătirea scaunului rulmentului în carcasă
Pregătirea scaunului rulmentului în carcasă
Clar mecanic scaun deteriorat de grăsime și rugină. Prelucrarea mecanică poate fi efectuată cu o freză. După tratarea mecanică, suprafața uzată trebuie să aibă o rugozitate de Ra 20 -40
Degresarea suprafetelor
După operația de pregătire mecanică, suprafețele trebuie curățate și degresate cu un produs de curățare brevetat. Chester F7 [Chester F7]. Degresarea suprafetei se face cu o carpa curata, umezita generos cu detergent. Spălarea trebuie repetată de mai multe ori. Curățenia suprafeței este controlată de o cârpă albă curată umezită cu un detergent - nu trebuie să rămână urme pe cârpa albă
Instalarea dispozitivului de centrare. Aplicarea materialului și montarea rulmentului pe jig
Aplicarea materialului și montarea rulmentului pe jig
- Slefuiți inelul exterior al rulmentului cu șmirghel (granulație nr. 400).
- Curățați și degresați suprafața rulmentului cu detergent Chester F7 [Chester F7]
- Aplicați lichid de eliberare Agent de eliberare Chester pe suprafața rulmentului și frecați-l cu o cârpă în suprafața rulmentului. Reaplicați agentul de deblocare Fig. 6 Instalarea lichidului dispozitivului pe suprafața lagărului
- Pregătiți materialul polimeric în conformitate cu instrucțiunile companiei
- Aplicați material polimeric pe inelul exterior prelucrat al rulmentului
- Aplicați un strat subțire de material polimeric pe suprafața pregătită a găurii tehnologice și frecați-l bine în micro-neregularitățile suprafeței
- Aplicați un strat de material polimeric cu o grosime care să asigure contactul strâns al materialului cu suprafața portantă, cu o cantitate mică de material polimeric aplicat pe centrul de uzură.
- Instalați rulmentul pe dispozitivul de fixare în carcasă cu polimerul metalic aplicat (Figura 4) astfel încât să formeze o suprafață, stoarce excesul de material, care trebuie îndepărtat cu o spatulă
- După ce polimerizarea preliminară este finalizată și materialul a câștigat rezistență pentru a permite prelucrarea mecanică (conform instrucțiunilor brevetate), dispozitivul de centrare este îndepărtat și efectuat. montaj complet unitate.
Restaurarea scaunelor rulmentului folosind polimeri metalici prin metoda lipirii.
Esența acestei metode este că procesul de refacere a scaunului este combinat cu operația de asamblare a ansamblului rulmentului. Ca urmare, se formează o legătură staționară între rulment și arbore (carcasa rulmentului), care este de multe ori superioară în caracteristicile sale de rezistență față de potrivirile de interferență recomandate în astfel de cazuri, ceea ce protejează mai fiabil inelele rulmentului de rotire, eliminând uzura. și asigurarea funcționării mai fiabile a unității. În același timp, lipirea, spre deosebire de o potrivire prin interferență, nu duce la stres și deformare a inelelor lagărelor, ceea ce contribuie și la o funcționare mai confortabilă.
Pentru a dezasambla un ansamblu de rulmenți restaurat în acest fel, este necesar să se încălzească stratul de metal-polimer format la locul de lipire la o temperatură de peste 300 0C sau să-l ardă, de exemplu, folosind o torță cu gaz.
Etapele principale ale procesului de restaurare a scaunelor folosind lipire.
eu.Refacerea scaunelor cu nesemnificativ (până la 0,25 ÷ 0,3 mm în diametru), uzură uniformă (fără tratare mecanică prealabilă a suprafeței restaurate).
1. Pregătiți suprafața de restaurat în conformitate cu recomandari generale(curățați murdăria, uleiul etc., rugați cu șmirghel, degresați).
2. Ștergeți și degresați suprafața de așezare a rulmentului.
3. Efectuați un montaj de verificare: rulmentul trebuie instalat în scaun destul de ușor, fără efort semnificativ.
4. Protejați cușca rulmenților cu bandă adezivă sau bandă electrică de posibilele polimeri metalice care intră în ea la lipire.
5. Pregătiți doza necesară de polimer metalic.
6. Aplicați stratul sau straturile necesare de polimer metalic pe locașul arborelui (carcasă), umezind bine suprafața de restaurat.
7. Acoperiți scaunul rulmentului cu un strat subțire de polimer metalic, umezindu-l literalmente.
8. Instalați rulmentul pe arbore (în carcasă), apăsând-l cu grijă pe colierele de limitare, bucșe și inele de reținere.
9. Îndepărtați excesul de polimer metalic stors, curățați zonele neprotejate de pe arbore (în carcasă) cu acetonă dacă polimerul metalic ajunge accidental pe ele, îndepărtați protecția de pe separator.
10. După polimerizarea metalului-polimer, ansamblul este gata pentru funcționare ulterioară.
Nota:
Cu valorile de uzură indicate, centrarea rulmentului în raport cu arborele (carcasă) în timpul procesului de lipire este asigurată atât prin particule de umplutură metal-polimer care cad în gol, cât și prin metode suplimentare, de exemplu: perforarea preliminară a suprafeței restaurate. (de obicei este suficient să perforați suprafața care este suprafața de sprijin în timpul lipirii), centrarea față de alte părți etc.
2. Refacerea scaunelor cu uzură minoră (până la 0,1 ÷ 0,15 mm în diametru).
La restaurarea prin lipirea scaunelor arborilor (carcaselor) cu o valoare de uzură mai mică de 0,1 ÷ 0,15 mm în diametru (mărimea golului este proporțională cu dimensiunea particulelor de umplutură), este necesar să se prealeze scaunul. cu 0,5 ÷ 1,0 mm, cu prin tăiere „fire zdrențuite” sau caneluri. Pentru a se asigura că rulmentul este centrat în timpul lipirii, alezarea se efectuează lăsând benzi de-a lungul marginilor scaunului și de-a lungul lungimii acestuia (lățimea totală a benzilor nu trebuie să depășească 50% din întreaga suprafață de lipire) - vezi Figura 1.
font-size:11.0pt;font-family:Arial">Fig. 1. Refacerea scaunului pe arbore folosind polimeri metalici prin lipirea rulmentului:
D nom.
– d 1 = 0,1 ÷ 0,15 mm;
D 1 – d 2 = 0,5 ÷ 1,0 mm; eu
– locuri unde sunt tăiate „fire zdrențuite” sau caneluri circulare.
Restul etapelor de recuperare sunt similare cu operațiunile de la punctul 1.
3. Refacerea scaunelor cu uzură semnificativă (peste 0,5 ÷ 1,0 mm în diametru) și neuniformă.
1. Pe suprafața uzată de-a lungul liniilor de formare se instalează distanțiere metalice de diferite grosimi (cu aproximativ 0,05 ÷ 0,08 mm mai subțiri decât uzura din acest loc) sub formă de benzi metalice înguste, care sunt mai lungi decât locul de uzură. Capetele libere ale acestor benzi sunt asigurate cu bandă adezivă, fir etc. lângă locul de lipire (de preferință pe o secțiune a arborelui cu un diametru mai mic). Se efectuează o instalare de control a rulmentului (rulmentul trebuie instalat în scaun destul de ușor, fără efort semnificativ). După aceasta, pe locul de uzură se aplică un polimer metalic (locurile de sub garnituri sunt, de asemenea, acoperite). Rulmentul este instalat. După polimerizarea metalului-polimerului, capetele conducătoare ale distanțierilor sunt tăiate.
2. Pe zonele de uzură se aplică diametre mici prin sudare. punct(pentru a evita supraîncălzirea arborelui) slăbire sub formă de inele. După aceasta, acestea sunt prelucrate la diametrul nominal al rulmentului. Rulmentul este inspectat. După aceasta, lipirea se efectuează conform schemelor descrise mai sus.
3. Pe suprafețele uzate, se realizează o canelură pentru a instala două sau mai multe inele de centrare. Inelele (despicate) sunt fixate în caneluri pregătite prin sudare sau lipire folosind un polimer metalic. Inelele instalate sunt prelucrate la diametrul nominal al rulmentului. În continuare, lipirea se face conform schemelor descrise mai sus.
Alte metode de centrare a rulmentului pot fi utilizate în procesul de refacere a scaunului prin lipire folosind polimeri metalici.
Atenţie!
La refacerea scaunelor rulmentului prin lipire, înainte de aplicarea polimerului metalic, este necesar să se protejeze canalele de ulei existente cu bandă adezivă sau bandă.
Deținătorii brevetului RU 2296660:
Invenţia se referă la domeniul ingineriei mecanice, şi anume la metode de refacere a scaunelor rulmenţilor. Ansamblul rulmentului este demontat și suprafața scaunelor deformată la utilizarea rulmenților este tratată cu soluții. Un material de restaurare topit, care cristalizează la o temperatură de 70°C și se topește la o temperatură de peste 340°C, este aplicat pe suprafața deformată a scaunelor lagărelor tratate cu soluții. Materialul de restaurare are proprietăți vâscoase și caracteristici rezistență-mecanice corespunzătoare materialului scaunelor lagărelor. Apoi rulmentul este încălzit în ulei la o temperatură de 80-90°C. Ansamblul rulmentului este asamblat prin instalarea rulmentului încălzit pe locurile acestuia. Ca urmare, costurile sunt reduse și intensitatea muncii este redusă. lucrari de reparatii.
Invenția se referă la domeniul ingineriei mecanice și la alte industrii în care rulmenții sunt utilizați sub sarcini mari, ceea ce duce la deformarea scaunelor rulmentului.
Există o metodă cunoscută de refacere a arborilor cotiți uzați, în care fuselele sunt prelucrate mecanic cu pătrundere tehnologică în corpul suprafeței restaurate pe toată lățimea dintre obrajii fustei cu formarea de fileuri și tratament termic ulterior. arborele cotit. O căptușeală metalică de compensare a uzurii sub formă de inel despicat sau jumătate de inele este fixată de gâturile tratate prin sudarea îmbinărilor acestora. Cusătura de sudură este situată într-o zonă limitată de 25-50° de rotație a arborelui cotit din punctul mort superior, iar cea de-a doua cusătură, când se utilizează semi-inele, este poziționată față de primul cu o rotație de 180°. Răciți sudura la o temperatură mediu, asigurând o tensiune a inelului despicat de 0,1...0,15 mm. Când se utilizează un inel despicat, în el se fac găuri traversante cu un diametru de 5-7 mm. Orificiul din inelul despicat cu suportul arborelui, care este situat vizavi de sudură, este sudat mai întâi, iar găurile rămase sunt sudate, apropiindu-se simetric de sudare, ceea ce va crește rezistența la oboseală a arborelui cotit la nivelul unei piese noi. restabilind simultan jurnalele uzate la dimensiunea nominală.
Există o metodă cunoscută de reparare a unui ansamblu de rulmenți, care include dezasamblarea, depanarea pieselor, asamblarea sub formă de instalare pe suprafața de așezare a inelului exterior a unui rulment uzat a două plăci local diametral opuse și asamblare. Grosimea plăcilor este determinată de formula Sc=Sr+Su, unde Sc este grosimea totală a plăcilor; Sr - joc radial într-un rulment uzat; Su - gol în legătura dintre alezajul carcasei și inelul exterior al rulmentului, ținând cont de uzură. Lungimea fiecărei plăci locale este determinată prin calcul.
Dezavantajele acestei metode sunt costurile ridicate și intensitatea forței de muncă a lucrărilor de reparații.
Există o metodă cunoscută de refacere a suprafețelor uzate ale arborilor de lagăre de alunecare, care constă în încălzirea zonei întărite a unei piese cu un material liant aplicat anterior acesteia (de exemplu, dintr-o pastă din material sudat) într-un curent de înaltă frecvență. inductor până când materialul de legătură se topește și se depune pe locul de uzură al piesei, compensând uzura acesteia, caracterizat prin aceea că se realizează prin încălzirea suprafeței uzate a piesei la o temperatură care depășește cu 50-100°C temperatura a punctului critic AC 3 și apoi răcirea suprafeței depuse a piesei uzate la viteza de întărire și un material cu o temperatură de topire care nu depășește temperatura de întărire a materialului produs.
Dezavantajele acestei metode sunt costurile ridicate și intensitatea forței de muncă a lucrărilor de reparații.
Cea mai apropiată soluție tehnică adoptată pentru prototip este metoda de refacere a arborilor cotit prin construirea suprafeței uzate a lagărelor de alunecare, care se realizează prin căptușirea fustelor axelor principale și a bielei arborelui cotit cu bucșe despicate dintr-un material cu rezistență ridicată la abraziune, sudate de-a lungul liniei tăierilor lor într-o potrivire strânsă pe suporturile arborelui de suprafață, lubrifiate cu adeziv special sau etanșanți înainte de a intra în contact cu bucșele despicate.
Dezavantajul acestei metode este costurile ridicate și intensitatea muncii a muncii.
Compararea soluției propuse cu prototipul și soluțiile similare cunoscute din nivelul de tehnologie existent ne permite să stabilim conformitatea acesteia cu criteriile de brevetare de „noutate” și „etapă inventivă”.
Rezultatul tehnic al invenției revendicate este reducerea costurilor și a intensității forței de muncă a lucrărilor de reparații pentru refacerea scaunelor rulmenților.
Acest rezultat tehnic se realizează prin faptul că metoda de refacere a scaunelor lagărelor include demontarea ansamblului lagăr, tratarea suprafeței scaunelor deformate în timpul utilizării rulmenților cu soluții și asamblarea ansamblului rulment, în timp ce, conform invenției , pe suprafața deformată a scaunelor rulmentului se aplică o substanță cristalizantă tratată cu soluții la temperatură de 70°C și un material reducător topit care se topește la o temperatură de peste 340°C cu proprietăți vâscoase și caracteristici mecanice de rezistență corespunzătoare materialului. scaune rulmentului, apoi rulmentul este încălzit în ulei la o temperatură de 80-90°C și ansamblul rulmentului este asamblat prin instalarea unui rulment încălzit în locurile sale.
Esența metodei de implementare este următoarea.
Pe suprafața deformată a scaunului rulmentului se aplică o topitură de material metalizat restaurator, tratată cu soluții speciale, iar apoi rulmentul încălzit în ulei este instalat pe locul său. Rulmentul este încălzit la o temperatură de 80-90°C și, prin aceasta, asigură încălzirea materialului de restaurare la o temperatură de 70°C, la care acesta din urmă cristalizează și capătă rezistența și caracteristicile mecanice ale materialului scaunului.
Metoda propusă face posibilă reducerea timpului de oprire a echipamentelor, a costurilor și a intensității forței de muncă la restaurarea scaunelor rulmenților.
Literatură
1. Brevet RF nr. 94019772. Ponurovsky A.A. Ponurovsky A.A. Metodă de refacere a arborilor cotit și a lagărelor lipite ale acestora. IPC V23R 6/00. Rapid. 26.05.1994. Publ. 10.09.1996. Reg. nr 94019772/02.
2. Brevet RF nr. 2235009. Metoda de reparare a unui ansamblu rulment. / Usov V.V. Seregin A.A. Timoshenko A.N. Seregina V.V. IPC V23R 6/00. Rapid. 21.02.2001. Publ. 20.09.2002. Reg. nr 2001105022/02.
3. Brevet RF nr. 2189298. Metoda de reparare a unei unități de rulment / Usov V.V. Seregin A.A. Timoshenko A.N. Seregina V.V. IPC V23R 6/00. Rapid. 21.02.2001. Publ. 20.09.2002. Reg. nr 2001105022/02.
4. Brevet RF nr. 95117550. O metodă de refacere a suprafețelor de așezare uzate ale arborilor pentru rulmenți lipiți. / Ulitovsky B.A., Shkrabak B.S., Ulitovsky S.B., Shkrabak R.V., Polishko G.Yu. IPC V23R 6/00. Rapid. 17.10.1995. Publ. 20.10.1997. Reg. nr 95117550/02.
5. Brevet RF nr. 2105650. O metodă de refacere a suprafețelor de așezare uzate ale arborilor - lagăre alți. / Ulitovsky B.A., Shkrabak B.S., Ulitovsky S.B., Shkrabak R.V., Polishko G.Yu. IPC V23R 6/00. Rapid. 17.10.1995. Publ. 27.02.1998. Reg. nr 95117550/02.
O metodă de refacere a scaunelor lagărelor, inclusiv demontarea ansamblului rulment, tratarea suprafeței scaunelor deformate la utilizarea rulmenților cu soluții și asamblarea ansamblului rulment, caracterizată prin aceea că un material cristalizant care cristalizează la o temperatură de 70°C și se topește la o temperatură de mai sus se aplică pe suprafața deformată a scaunelor rulmentului tratat cu soluții de 340°C material reducător topit cu proprietăți vâscoase și caracteristici mecanice de rezistență corespunzătoare materialului scaunelor lagărului, apoi rulmentul este încălzit în ulei la o temperatură mai mare. temperatura de 80-90°C iar ansamblul rulmentului se monteaza prin montarea rulmentului incalzit pe locurile acestuia.
Brevete similare:
Invenția se referă la o tehnologie pentru refacerea sau consolidarea prin arc electric a suprafețelor uzate ale pieselor din oțel, în principal vagoane de călători și de marfă ale materialului rulant feroviar.
Invenția se referă la domeniile ingineriei mecanice și reparații ale pieselor de mașini și poate fi utilizată pentru a restabili și îmbunătăți fiabilitatea unităților „găuri de știft” ale grinzilor punții din față ale automobilelor.
Invenția se referă la metode chimice și fizice de protecție împotriva coroziunii și poate fi utilizată în industria petrolului și gazelor, și anume, pentru repararea și refacerea unui comutator de contorizare cu grup multi-pasare de fond supus coroziunii.
Invenția se referă la domeniul metodelor de prelucrare de restaurare și întărire în inginerie mecanică, și anume la tehnologia și echipamentele care sunt utilizate în procesul de prelucrare cu ultrasunete a secțiunii filetate conice externe sau interne a unui astfel de elemente constitutive coloană de ulei, cum ar fi tubulatura, țeava de foraj și carcasa, sau cum ar fi un sub și un cuplaj, prin care conductele sunt conectate într-o coloană de ulei
Invenția se referă la domeniul metodelor de prelucrare de restaurare și consolidare în inginerie mecanică, și anume la tehnologia și echipamentele care sunt utilizate în procesul de prelucrare cu ultrasunete a secțiunii filetate conice externe sau interne a unor componente ale unei coloane de ulei cum ar fi tubulaturi, burghie și conductă de carcasă, sau cum ar fi un sub și un cuplaj, prin care conductele sunt conectate într-o coloană de ulei
Invenția se referă la domeniul metodelor de prelucrare de restaurare și consolidare în inginerie mecanică, și anume la tehnologia și echipamentele care sunt utilizate în procesul de prelucrare cu ultrasunete a secțiunii filetate externe sau interne a pieselor, în principal astfel de componente ale unei coloane de ulei ca tubulaturi, țevi de foraj și tubaj, sau cum ar fi un sub și un cuplaj, prin care țevile sunt conectate într-o coloană de ulei
Invenţia se referă la domeniul ingineriei mecanice, şi anume la metode de refacere a scaunelor rulmenţilor.