Găuriți pentru găuri pătrate. Descoperirile lui Reuleaux și Watts Găuriți găuri triunghiulare
Cea mai simplă figură a sutei de yang shi-ri-na ne va ajuta să facem găuri pătrate. Dacă mutați centrul acestui „triunghi” de-a lungul unei anumite traiectorii, atunci vârfurile sale sunt desenate aproape ca un pătrat, iar el va mătura întreaga zonă din interiorul figurii radiante.
Marginile celei mai bune figuri, cu excepția pieselor mici din colțuri, vor fi strict drepte! Și dacă vei continua să trăiești din tăiere, atunci vei vedea colțurile, atunci rezultatul va fi exact un pătrat.
Pentru a fi descris mai sus, centrul Re-lo triunghiular trebuie mutat de-a lungul traiectoriei, în mod clar la-yu-shchey-glue-coy din patru arce unu-la-unu de el-lip-bufnițe. Centrele el-buzelor sunt situate în vârfurile pătratului, iar de-a lungul axei, la un unghi de $45^\circ$ din-but-si-tel-dar laturile pătratului sunt egale cu $k\ cdot(1+1/\sqrt3)/2$ și $k\cdot(1-1/\sqrt3)/ 2$, unde $k$ este lungimea unei sute de metri pătrați.
Colțurile curbate și rotunjite apar, de asemenea, ca du-ga-mi el-lip-sov-uri cu centre în colțurile pătratelor, jumătatea lor este la un unghi de $45^\circ$ față de laturile pătratului și este egală cu $ k\cdot(\sqrt3+ 1)/2$ și $k\cdot(1/\sqrt3-1)/2$.
Suprafața colțurilor invizibile este doar aproximativ 2% din suprafața întregului pătrat!
Acum, dacă faceți un burghiu sub forma unui Re-lo triunghiular, atunci puteți găuri găuri pătrate cu puțin -go-round-the-colter-of-me, dar ab-so-lyut-dar drept-we ești o sută de mii!
Mai rămâne doar să faci burghiul... Sau, mai degrabă, nu este greu să faci burghiul în sine, trebuie doar să se potrivească în acesta este triunghiul lui Re-lo, iar marginile tăietoare ale bufnițelor sunt cu vârfurile lui. .
Dificultatea constă în faptul că, așa cum am menționat deja mai sus, tra-ek-to-ria centrului burghiului trebuie să fie -o sută de patru arce de el-lip-bufnițe. Vi-zu-al-but această curbă este foarte asemănătoare cu un cerc și chiar ma-te-ma-ti-che-ski aproape de ea, dar totuși nu este un cerc. Și toți ex-cen-tri-ki (un cerc așezat pe un cerc al altui ra-di-u-sa cu centrul deplasat), use-use- Sunt în tehnologie, permit mișcarea strict în cerc.
În 1914, inginerul englez Harry James Watts și-a dat seama cum să aranjeze un astfel de foraj. Pe suprafață pune un șablon dreptaci cu o tăietură pro sub formă de pătrat, în care se mișcă un burghiu, introdus într-o priză cu un „burghiu care plutește liber”. Un brevet pentru un astfel de patron a fost eliberat unei companii care a început să producă burghie Watts în 1916.
Je-ro-la-mo CARDANO (1501 - 1576). Când, în 1541, im-per-ra-tor Carol al V-lea tri-um-fal-no a intrat în Za-vo-e-van-ny Milano, rector al Colegiului din Vra -al cărui Kar-da-no mergea în continuare. la bal-da-khin. Ca răspuns la onoare, el s-a oferit să echipeze echipajul regal cu greutatea a doi arbori, care nu erau you-ve-det ka-re-tu de la go-ri-zon-tal-no-go po-lo-zhe -niya […]. Justiția cere să se remarce că ideea unui astfel de sistem se întoarce din antichitate și că cel puțin în „codexul At-lan-ti-che-sky” Leo-nar-do da Vin-chi are un risc. su-nok su-do-vo-go com-pa-sa cu kar -dată sub greutate. Astfel de com-pa-sys în prima jumătate a secolului al XVI-lea, aparent, fără influență -I-niya Kar-da-no.
S. G. Gin-di-kin. Vorbește despre fizică și ma-te-ma-ti-kah.
Folosim o altă structură cunoscută. Atașăm burghiul rigid pe re-lo triunghiular, așezându-l într-un pătrat pe rama din dreapta. Sam-ma ram-ka fi-si-ru-et-sya pe burghiu. Tot ce rămâne acum este să transferăm rotația burghiului în tri-colțul Re-lo.
este un dreptunghi patruunghiular, care este o figură cu unghiuri și laturi egale între ele. Cuvântul " pătrat„vine din cuvântul grecesc” quadratus", care tradus înseamnă - " patruunghiular».
În desenele tehnice Nu este neobișnuit să vezi părți sau părți ale acestora care au o secțiune transversală pătrată. Pentru a reduce numărul total de linii de dimensiune din desen, în acest caz, se folosește un semn special „ ”, ceea ce înseamnă că această dimensiune este una dintre laturile pătratului, iar dimensiunea este indicată doar aici. Înălțimea semnului este selectată în funcție de înălțimea numerelor dimensionale.

Desemnarea unei secțiuni pătrate a unui produs
Zone de piese, având o secțiune transversală pătrată, se găsesc adesea pe elementele de fixare ale sculelor auxiliare și de tăiere. Șuruburi de instalare, utilizate în acest caz, preiau impacturi mecanice semnificative la intervale determinate de procesul tehnologic.
Viciu de mașină, destinate instalării pe mașini de tăiat metal, sunt echipate cu un șurub de putere, la un capăt al căruia se află o secțiune transversală pătrată. Acest lucru s-a făcut astfel încât mânerul capacului, care are, în consecință, o gaură cu o secțiune transversală pătrată, să poată fi scos și pus liber și să devină posibilă schimbarea poziției sale unghiulare. Sarcina aplicată mecanismelor de viciu este, de asemenea, destul de semnificativă.
După cum știți, o parte semnificativă a pieselor rotative este fabricată pe mașini de strunjire. Pentru a prinde o piesă sau o piesă de prelucrat pentru prelucrarea ulterioară, se folosesc mandrine speciale cu autocentrare. Cele mai comune dintre ele sunt mandrinele cu trei fălci, dar există și mandrine cu patru fălci în care, apropo, puteți prinde piese pătrate sau semifabricate din produsele laminate corespunzătoare. Pătratul poate fi prins și în două mandrine de fălci și, ca și în cazul celor patru mandrine, mișcarea fălcilor, în funcție de tip, poate fi efectuată independent sau folosind un mecanism special bazat pe „ Spirala arhimediană", care vă permite să mutați elementele de prindere în mod sincron. Există chiar și mandrine cu șase fălci, toate fiind unite de faptul că pentru a prinde piesa se folosește o cheie cu cap pătrat.
Designul unui robinet de tip tradițional include un element de control al alimentării cu apă, cum ar fi o tijă. La un capăt al tijei există o secțiune pătrată pe care este instalat un mâner cu o gaură pătrată. Efortul aici nu este prea mare, dar, cu toate acestea, utilizarea unui hexagon nu este adecvată aici (în timpul funcționării, unghiurile dintre margini se pot prăbuși pur și simplu).
Găurile pătrate, spre deosebire de găurile rotunde, sunt cele mai laborioase pentru fabricare. De obicei, acestea sunt frezate, trase, se aplică un firmware special, se accelerează pe o mașină de crestat etc. Tehnologii precum - tăiere cu laser sau prelucrare cu descărcare electrică, permit prelucrarea mai mult sau mai puțin rapidă a elementelor goale de acest tip.
Există, totuși, un alt mod, exotic. Vorbim despre găurirea folosind un instrument special. Această metodă se bazează pe traiectoria mișcării " Triunghiul Reuleaux„, numit după inventatorul și inginerul mecanic german Franz Relo, care a trăit în secolul al XIX-lea și începutul secolului al XX-lea, care a fost lector de multă vreme la Academia Regală de Tehnologie din Berlin și a devenit în cele din urmă președintele acesteia. Secțiunea transversală a burghiului este similară cu așa-numitul " Triunghiul Reuleaux„, ale căror laturi nu sunt segmente drepte, ca unul obișnuit, ci arce de aceeași dimensiune și rază. Dacă, în timpul procesului de găurire, folosind un dispozitiv special, mutați axa acestui instrument de-a lungul unui traseu special, veți ajunge la o gaură pătrată cu colțuri ușor rotunjite.
De regulă, nu apar probleme cu formarea găurilor rotunde în metal. Astăzi puteți găsi un număr mare de burghie la vânzare, unele putând fi folosite pentru a forma un pătrat sau dreptunghi. Pentru a rezolva această problemă, se folosesc și dispozitive speciale.
Burghiu sau tăietor
Găurile pătrate se obțin adesea prin utilizarea frezelor. Acest tip de unealtă a devenit extrem de răspândit, dar în unele cazuri este mai ușor să obții găuri pătrate în metal folosind burghie. Să luăm ca exemplu următoarele:
- Lucrarea este rar efectuată, așa că trebuie să reduceți costurile prin achiziționarea de unelte speciale. Frezele sunt mult mai scumpe.
- Arie mică de procesare. Forma geometrică a tăietorilor obișnuiți determină restricțiile privind dimensiunea minimă a acestora.
- Trebuie să obțineți o gaură de trecere în metal cu o grosime mare.

În plus, frezele sunt instalate în mașini, care sunt scumpe, dar echipamentele convenționale nu sunt potrivite pentru găurire. Acest lucru se datorează faptului că burghiul trebuie să se miște pe o anumită cale.
Proiectare și principiu de funcționare
Burghiul Watts se bazează pe forma triunghiului Reuleaux. Printre caracteristici se numără:
- Partea de lucru a burghiului este formată prin formarea unei zone de intersecție a trei cercuri egale cu o formă specială.
- Dacă plasați mai multe linii de referință paralele lângă triunghiurile părții de lucru a burghiului, atunci distanța dintre ele va fi aceeași.
- În timpul funcționării, axa de foraj trebuie să se miște pe o anumită cale, rezultând un pătrat sau dreptunghi.

Merită să luați în considerare faptul că dreptunghiul sau pătratul rezultat are colțuri ușor rotunjite. Dispozitivele pentru găurirea găurilor pătrate Watts nu trebuie să limiteze mișcarea mandrinei cu burghiul, altfel nu se va putea obține forma în cauză. Principiile de funcționare și designul echipamentului recomandat vă permit să îl creați singur folosind materiale vechi.
Metode alternative pentru realizarea găurilor pătrate
Producerea arcelor de rază duce la o scădere semnificativă a calității produsului rezultat. De aceea, se ia în considerare adesea posibilitatea utilizării altor metode pentru obținerea unei găuri pătrate:
- Sistemele laser sunt utilizate pe scară largă astăzi. Ele pot fi utilizate pentru prelucrare de-a lungul unei traiectorii date, când fasciculul este focalizat, metalul este încălzit, datorită căruia se formează suprafața necesară.
- Metoda de ștanțare a fost folosită pentru o perioadă lungă de timp. Aceasta implică utilizarea unui echipament special care este capabil să exercite o presiune mare asupra tablei și a altor piese de prelucrat. Dezavantajul acestei metode este costul ridicat al echipamentului, precum și posibilitatea de a obține doar adâncituri de mică adâncime.
- Atunci când utilizați sudarea cu gaz, este, de asemenea, posibilă formarea unei forme dreptunghiulare. Cu toate acestea, această tehnologie se caracterizează prin caracter practic scăzut în aplicare, iar produsele rezultate sunt de calitate scăzută.
Există seturi speciale de pumni la vânzare care pot fi folosite și în acest caz. Setul este reprezentat de o combinație a următoarelor elemente:
- Bucșă pentru ghidarea poansonului.
- Suport special.
- Oprire deplasare a inelului.
- Matrice.

Pentru a aplica o sarcină mare pe unealta de lucru, se folosește un cric hidraulic. Această tehnologie se caracterizează prin faptul că figura rezultată are margini curate și uniforme, adică nu este necesară o prelucrare mecanică suplimentară pentru a îmbunătăți calitatea suprafețelor.
Oricine o poate face într-un material de orice densitate. Dar dacă ai nevoie de o gaură pătrată? Mulți oameni vor găsi că este improbabil să poată găuri un pătrat în lemn moale, flexibil sau într-o bucată de metal durabil. Burghiul Watts face față acestei sarcini dificile.
Istoria cu geometrie
Chiar și astăzi, pentru a obține o gaură pătrată, meșterii fac o gaură rotundă de diametrul corespunzător și scot colțurile cu unelte speciale. Această operație poate fi efectuată mult mai rapid și mai ușor cu un burghiu „pătrat” Watts. Baza designului său este triunghiul Reuleaux - o figură formată prin intersecția a trei cercuri identice. Razele acestor cercuri sunt egale cu latura unui triunghi regulat, iar vârfurile sale sunt centrele cercurilor.
Figura poartă numele omului de știință german Franz Reuleaux, deoarece el a fost primul care a studiat în detaliu proprietățile triunghiului rezultat și le-a aplicat în invențiile sale. Cu toate acestea, geometria triunghiului Reuleaux a fost folosită sub formă de ferestre în construcția Bisericii Maicii Domnului din Bruges încă din secolul al XIII-lea. La începutul secolului al XVI-lea, Leonardo Da Vinci a descris o „hartă a lumii” pe patru triunghiuri Reuleaux. Această cifră apare în manuscrisele sale și în Codexul de la Madrid. În secolul al XVIII-lea, un triunghi format din arce egale de trei cercuri a fost demonstrat de celebrul matematician Leonhard Euler. În 1916, un inginer englez care lucrează în SUA, Harry Watts, a dezvoltat și patentat o freză pentru găuri pătrate într-o mandnă „plutitoare”.
Caracteristici ale burghiului Watts
O invenție unică face posibilă obținerea de găuri de formă aproape obișnuită: colțurile pătratului sunt rotunjite cu o rază mică. Suprafața brută a unei găuri pătrate nu depășește 2%. O caracteristică distinctivă a burghiului triunghiular Watts este că, atunci când este rotit, centrul său descrie curbe elipsoidale arcuite, mai degrabă decât să stea nemișcat ca un burghiu elicoidal tradițional. Cu această mișcare, vârfurile triunghiului desenează un pătrat cu laturile paralele, perfect drepte. Mandrina pentru un astfel de tăietor are un design original care nu împiedică mișcarea.
Structura de gaurire pentru gauri patrate
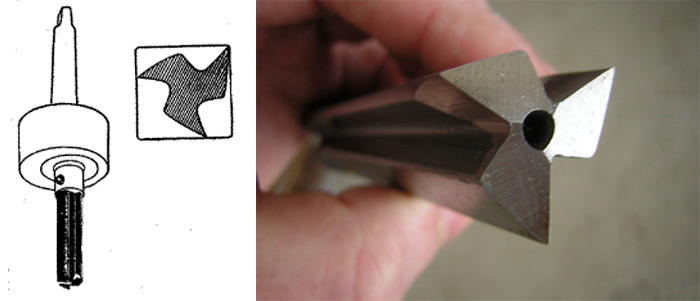
Când se formează așchii, tăietorul trebuie să aibă caneluri pentru a le îndepărta. Profilul părții de lucru a burghiului Watts este un triunghi Reuleaux cu trei jumătăți de elipse decupate din el.

Acest design cu caneluri pentru îndepărtarea așchiilor rezolvă 3 probleme simultan:
- Inerția burghiului este redusă.
- Capacitatea de tăiere a burghiului este crescută.
De obicei, găurile pătrate sunt făcute pe strunguri sau mașini de frezat. Burghiul pentru găuri pătrate este fixat în mandrina mașinii cu un adaptor special. Pentru uz casnic al unei freze pătrate, producătorii oferă rame deasupra capului care se conectează la mandrina de antrenare cardană și oferă mișcări excentrice sculei de tăiere. Adâncimea găurii corespunde grosimii cadrului.
Găuriți oțel
Astăzi, burghiele de înaltă calitate, care funcționează rapid și pentru o lungă perioadă de timp, sunt fabricate din clase de oțel aliat înalt. În compoziția lor, astfel de aliaje conțin mai mult de 10% aditivi de aliere, cum ar fi wolfram, crom, vanadiu și molibden. Diferite procente de elemente și diferite metode de întărire a oțelului formează aliaje care diferă ca nivel de duritate, tenacitate, rezistență la încărcare la impact, cost și alte caracteristici.

Burghiile metalice sunt cele mai utilizate consumabile electrice din mai multe motive:
- Produsele metalice necesită cel mai adesea găuri pentru fixare: conexiuni filetate, nituri și alte tipuri de conexiuni.
- Burghiile pentru metal pot fi folosite si atunci cand se lucreaza cu materiale mai moi, cum ar fi lemnul.
- Tehnologia de producție pentru acest tip de produs este similară cu principiile pentru producția de burghie pentru diverse aplicații.
În Rusia și în multe alte țări, cea mai mare cerere este pentru burghie din oțel de mare viteză de calitate R6M5, care conține wolfram și molibden. Rezistența și prețul produselor crește semnificativ atunci când cobaltul este adăugat la aliaj sau burghiele sunt acoperite cu pulverizare de răcire cu nitrură de titan.
pentru produse metalice
Burghiile pentru metal sunt folosite pentru a face găuri în produse din bronz, fontă, cupru, oțel de diferite grade, cermet și alte materiale. Pentru găurirea oțelului dur, greu de tăiat, se folosesc produse de înaltă rezistență cu adaos de cobalt. În timpul funcționării, așchiile sunt evacuate de-a lungul a două caneluri longitudinale. Pe baza formei cozii, astfel de instrumente sunt împărțite în trei tipuri:
- hexagonal,
- conic,
- cilindric.

Un burghiu metalic cu tijă conică este introdus direct în mașină atunci când este utilizat. Este necesară o mandrina specială pentru tijele hexagonale și cilindrice.
Definiții ale calității după culoare
Calitatea unui burghiu pentru orice material este determinată în primul rând de culoarea acestuia:
- Uneltele cu rezistență crescută la uzură sunt de culoare neagră, deoarece sunt tratate cu abur în etapa finală a producției.
- Produsele tratate termic nu au stres intern, sunt foarte rezistente la temperaturi ridicate și nu se deformează la lucrul cu oțeluri cu carbură. Aceste burghie au o nuanță ușor aurie.
- Cele mai de înaltă calitate și durabile au o culoare aurie strălucitoare. Sunt acoperite cu nitrură de titan care reduce frecarea.
- Burghiile obișnuite gri netratate au cea mai scurtă durată de viață și cel mai mic preț.
Gama de dimensiuni
Dimensiunile de lucru ale burghiilor pentru metal sunt prezentate de producătorii moderni într-o gamă largă. GOST prevede împărțirea unor astfel de produse în tipuri în conformitate cu anumite dimensiuni.

Burghiile pentru metal sunt împărțite în mai multe categorii:
GOST-urile 4010-77, 886-77 și 10902-77 reglementează clasificarea burghiilor după lungime și diametru.
Cum să alegi un burghiu pentru sticlă sau ceramică
Meșteri profesioniști în colecția lor au burghie pentru fiecare material: cărămidă și beton, metal și plastic, burghiu diamant pentru sticlă și ceramică. Sticla este un material extrem de capricios și necesită utilizarea unui burghiu de înaltă calitate și durabil. Suprafețele din sticlă și ceramică pot fi prelucrate cu burghie acoperite cu diamant la capătul de lucru. Calitatea unor astfel de produse este determinată de metoda de fabricare a acestora. Cele mai subțiri și mai ieftine burghie sunt realizate folosind metoda galvanică. Instrumentele mai puternice sunt produse prin procesul de pulbere. Se disting prin durabilitate și stabilitate. Burghiile relativ ieftine, de înaltă rezistență, cu abrazivitate crescută, sunt produse folosind metoda modernă de vid.

Pentru a găuri o gaură într-o suprafață de sticlă, trebuie să aveți abilități bune. Acest proces lung și minuțios se desfășoară lin și lent la viteză maximă fără presiune, doar cu un burghiu cu diamant montat strict vertical. Orificiul trebuie umezit în mod constant cu apă pentru a o răci. Această acțiune este mai mult ca zgârierea unei găuri cu granule de diamant.
Dacă aveți la îndemână uneltele și burghiele necesare de dimensiunea potrivită, orice lucrare de reparație va fi finalizată rapid și eficient.
În unele cazuri este necesar să se obțină găuri de formă pătrată. Metodele convenționale sunt ineficiente și greoaie. Cea mai primitivă dintre ele se rezumă la găurirea preliminară a unei găuri cu un diametru egal cu cercul înscris într-un pătrat și la perforarea treptată a acesteia. Veți avea nevoie de o unealtă care poate funcționa fără a roti capul sculei, precum și de un adaptor special. Este mai ușor să utilizați un așa-zis burghiu „pătrat” (burghiu Watts) sau, mai precis, o freză.
Puțină istorie cu geometrie
În secolul al XV-lea, legendarul Leonardo da Vinci, în timp ce studia proprietățile figurilor geometrice, a atras atenția asupra așa-numitelor obiecte geometrice cu grosime egală. Există un număr infinit de astfel de figuri, dar cel mai simplu - pe lângă un cerc - este un triunghi rotunjit, care poate fi format după cum urmează. Este desenat un triunghi echilateral, fiecare dintre colțurile căruia este conectat printr-un arc de cerc desenat din centrul laturii opuse. Particularitatea unui astfel de triunghi va fi că toate laturile sale vor avea o lățime constantă, care este egală cu lungimea laturii triunghiului echilateral original.
Din acest fapt a beneficiat practic L. Euler, care trei secole mai târziu a demonstrat rotația unui astfel de triunghi rotunjit: mai întâi în jurul propriei axe, apoi cu o oarecare excentricitate, deoarece mecanismul cardan era deja cunoscut științei și tehnologiei de atunci.
Inginerul german F. Relo a mers și mai departe în utilizarea practică a acestei figuri, care a atras atenția asupra faptului că traiectoria colțurilor unui triunghi în mișcare cu anumite metode de rotație a acestuia este foarte apropiată de un pătrat.

Numai direct la colțurile pătratului suprafața exterioară descrie un arc, totuși, cu o rază mică. În literatura tehnică modernă, un astfel de triunghi se numește triunghiul Reuleaux, deși această figură de fapt nu mai are niciun unghi.
Vor mai trece câteva decenii, iar englezul G. Watts va veni cu un dispozitiv care poate oferi o traiectorie pătrată garantată pentru o unealtă de tăiat metal. Soluția tehnică pentru burghiul Watts a fost brevetată în 1916, iar un an mai târziu a început producția în masă a unor astfel de scule.
Burghiu sau freza?
Care este mai corect? Dacă ne întoarcem la cinematica de mișcare a unei astfel de scule de tăiere (pentru claritate, puteți folosi diagrama prezentată în Fig. 1), veți descoperi că îndepărtarea metalului va fi efectuată numai de suprafața laterală și nu va exista un singur plan de tăiere, ca un burghiu convențional, dar patru, care sunt mai tipice pentru freze.
Cu toate acestea, o singură mișcare de rotație nu va fi suficientă pentru a obține o gaură pătrată. Calcule matematice simple (nu sunt prezentate în acest articol) arată: pentru ca un „burghiu” pentru o gaură pătrată să-și îndeplinească funcția, în timpul funcționării, trebuie să descrie nu numai mișcarea de rotație de bază a tăișului, ci și mișcarea de balansare a burghiul/freza în jurul unei anumite axe. Ambele mișcări trebuie făcute în direcții reciproc opuse.
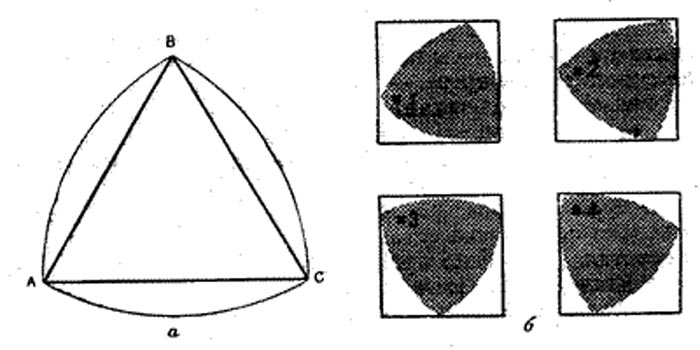
Figura 1 – Triunghiul Reuleaux: a) – construcție; b) secvența de rotație pentru a obține o gaură de formă pătrată.
Viteza unghiulară a ambelor rotații este determinată destul de simplu. Dacă luăm frecvența de rotație a arborelui de foraj (sau burghiului cu ciocan) ca parametru f, atunci o viteză de 0,625f este suficientă pentru rotațiile oscilatorii ale arborelui în jurul propriei axe. În acest caz, axa axului este, parcă, prinsă între arborele de lucru și roata de antrenare, ceea ce face ca burghiul/cuțitul să oscileze în dispozitivul de prindere cu o viteză reziduală.
(1 – 0,625)f = 0,375f.
Viteza de rotație rezultată a frezei poate fi determinată mai precis folosind caracteristicile tehnice ale burghiului/ciocanului, dar este clar că va fi mult mai mică decât cea pentru care a fost proiectată inițial unealta. Prin urmare, obținerea unei găuri pătrate va avea loc cu o productivitate mai mică.
Proiectare și principiu de funcționare
Este imposibil să utilizați direct o freză/burghiu pentru găuri pătrate cu profil triunghi Reuleaux - sunt necesare caneluri pentru a îndepărta așchiile rezultate.
Prin urmare (vezi fig. 2) profilul părții de lucru a sculei este figura descrisă mai sus, din care sunt decupate trei semielipse. În acest caz, sunt realizate trei obiective: momentul de inerție al burghiului și sarcina pe ax sunt reduse, iar capacitatea de tăiere a frezei este crescută.

Figura 2 – Profilul real al părții de lucru a sculei
Designul instrumentului este după cum urmează. De fapt, partea de lucru include o suprafață de lucru folosită pentru a îndepărta metalul și canelurile care îndepărtează așchiile. Un freză-burghiu pentru găuri pătrate este fabricat din oțel U8 și întărit la o duritate de HRC 52...56. În condiții de funcționare deosebit de severe, se folosesc produse din oțel aliat X12 cu duritatea HRC 56...60.
Cu alimentarea normală cu lichid de răcire și datorită temperaturilor relativ scăzute din zona de prelucrare, durata de viață a sculei este mare.
- Axul adaptor are un design mai complex. Acesta include:
- Cadru.
- Inel dinţat.
- Un loc pentru axul principal (dacă unealta este instalată în capul sculei al unei mașini de tăiat metal, atunci adaptorul are forma unui con Morse).
- Treapta de transmisie.
- Axul principal.
- Împingeți angrenajele cu o roată dințată.

Bucșă oscilantă.
Pentru dispozitivele de uz casnic, producătorii de freze/forghii pentru găuri pătrate oferă rame deasupra capului care sunt conectate printr-un cardan la mandrina și oferă mișcări excentrice sculei de tăiere. Grosimea unui astfel de cadru determină adâncimea găurii rezultate.
- Pentru a conecta dispozitivul la mandrina mașinii, este necesar și un adaptor special. Se compune din:
- Cazuri.
- Tijă plutitoare.
- Inel de balansare.
- Bucșe înlocuibile pentru cartușe ale diferitelor mașini de prelucrare a metalelor.
- Șuruburi de montare.
Bile de sprijin.
Metode alternative pentru realizarea găurilor pătrate
Pentru utilizarea practică a instrumentului în cauză, este suficient să dați axului echipamentului principal o avansare în direcția necesară. Mașinile de frezat și strungurile sunt potrivite pentru realizarea găurilor pătrate folosind astfel de echipamente.
Dezavantajul burghiilor Watts este prezența arcurilor de rază în colțurile pătratului, ceea ce nu este întotdeauna acceptabil. În plus, burghiele pentru găuri pătrate realizate folosind triunghiul Reuleaux nu pot manipula piese groase.
- În astfel de cazuri, puteți utiliza tehnologii electroerozive/laser și, de asemenea, ceea ce este mai ușor, puteți utiliza sudarea sau ștanțarea.
- Seturi de poansone pentru gauri patrate sunt produse intr-un sortiment de dimensiuni transversale de pana la 70×70 mm in metal cu o grosime de pana la 12...16 mm. Setul include:
- Oprire deplasare a inelului.
- Matrice.
Suport de pumn pentru pumn.
Dacă aveți un invertor de sudură în gospodărie, puteți arde o gaură pătrată într-o piesă de oțel. În acest scop, o gaură rotundă este pregăurită (cu o rezervă) în piesa de prelucrat, apoi este introdus în ea un pătrat de grade de grafit EEG sau MPG de dimensiunea necesară, după care este opărit de-a lungul conturului. Grafitul este îndepărtat, iar în produs rămâne o gaură pătrată. Dacă este necesar, poate fi curățat și șlefuit.